

Cuando la precisión, la consistencia, el tiempo y la calidad son fundamentales
El proceso de mecanizado y rebabado electroquímico de Extrude Hone proporciona soluciones para rebabar, redondear y pulir que le brindarán los resultados que necesita.
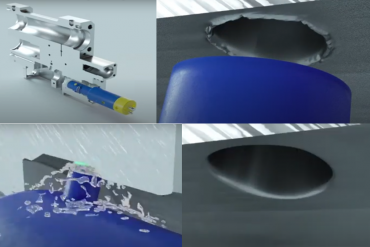
Se trata de un método que elimina de forma selectiva material de las piezas por medio de disolución anódica. Ésta se produce haciendo pasar una corriente eléctrica en medio de un electrolito. La disolución del material se produce solamente en las zonas deseadas por aproximación de un electrodo. Este proceso es utilizado para redondear aristas en intersecciones, contornos, bordes de engranajes, etc. También pueden mecanizarse orificios de forma o cavidades por medio de disolución selectiva del material de manera semejante a la electroerosión, pero con mayor capacidad de erosión.
La herramienta de mecanizado es el cátodo, que actúa bajo la acción de una corriente continua y con un electrolito líquido para crear la reacción que elimina con precisión el material de la superficie de la pieza.
APLICACIONES:
El proceso de mecanizado electroquímico ECM de Extrude Hone proporciona un alto nivel de precisión en componentes difíciles de fabricar con métodos convencionales. Esto hace que el ECM sea ideal para las siguientes aplicaciones de mecanizado de superficies:
• Contorneado/Conformado: Crea un perfil de superficie 3D predefinido. Esto se logra mediante la representación de la geometría del cátodo en la pieza.
• Redondeado: Crea un redondeo de borde definido. Un ejemplo es el tratamiento de engranajes.
• Pulido: Optimiza las características superficiales de la pieza.
• Rebabado: Elimina las rebabas en las salidas de los orificios y en los agujeros de intersección de la pieza, causadas por el taladrado convencional.
• Microestructuración: Crea una estructura superficial definida para optimizar la tribología en la superficie del componente, reteniendo el aceite en la superficie de apoyo.
• Precisión de diseño. El material de la pieza se elimina solo en puntos definidos con precisión.
• Mayor longevidad del componente. No se aplican cargas mecánicas ni térmicas a la pieza.
• Eficiencia del proceso. Tanto el desbaste como el acabado de la pieza se pueden completar en una sola pasada. Al ser el ECM un proceso de disolución, no se generan rebabas primarias ni secundarias.
• Precisión en el rebabado. El ECM es un proceso de rebabado ideal para piezas donde las rebabas son difíciles de alcanzar o mecanizar con métodos convencionales, eliminando el problema de la formación de rebabas secundarias.
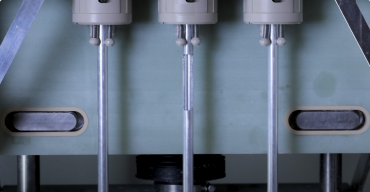
• Mayor productividad. El ECM es un proceso altamente productivo. El tiempo de proceso es más rápido en comparación con los métodos convencionales y se pueden mecanizar múltiples piezas por ciclo, lo que resulta en un menor coste unitario de producción.
• Calidad y repetibilidad. El proceso ECM es altamente estable y cuenta con un excelente control que garantiza precisión, calidad, consistencia y la máxima repetibilidad. Dado que el ECM sigue la Ley de Faraday, la eliminación de material se controla mediante la monitorización de la corriente aplicada durante el proceso.

